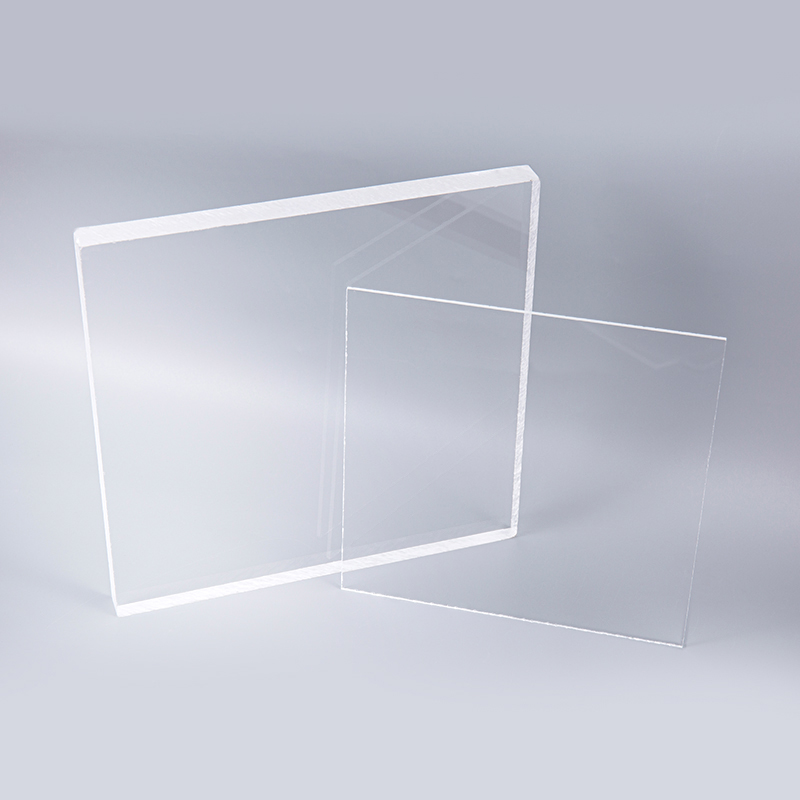
ゴールデンアクリルシートには、素材に小さな金の輝きがあり、豪華な効果があります。
•信頼できる品質:バルク注文の生産全体で保証されています
•競争力のある価格:利益率を最大化します
•優れた強度:ガラスの17倍ですが、体重の半分
•優れたプロパティ:カット、ドリル、サーモフォームが簡単です
製品仕様:
•標準サイズ:1250 x 2450 mm
•厚さ範囲:2.5mm〜5mm
カラーオプション:
•標準色
•カスタムカラー:利用可能、パントンまたはRAL
•キラキラ色:金
•表面仕上げ:光沢
アプリケーション:
•ハイエンドの看板
•照明器具
•豪華なインテリアデザイン
•ジュエリーと時計のディスプレイ
•アートインスタレーションと展示会
•イベントの装飾