多層模様のキラキラカラフルなアクリルシートはどのようにラミネートされていますか?レイヤー間のしっかりした結合を確保するために、どのような接着剤またはプロセスが使用されますか?
積層前の準備
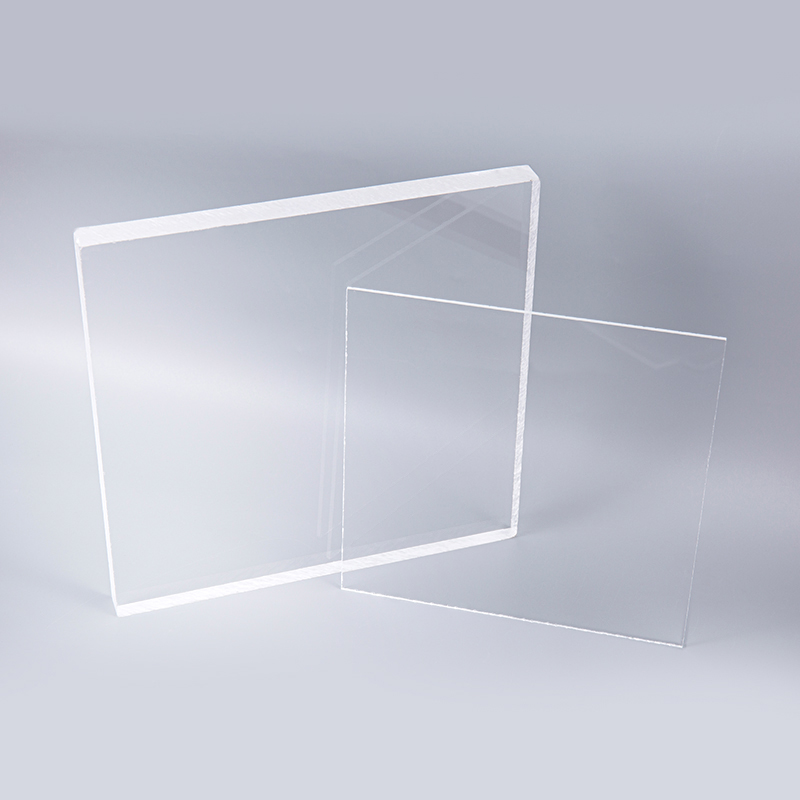
材料の選択:多層用 パターンのキラキラカラフルなアクリルシート 、高品質のアクリルシートをベース材料として使用する必要があります。 Hangzhou Oleg International Trade Co.、Ltdは、設計要件に応じて小さな色のきらめきを含む透明なアクリル層材料、および異なる色のアクリル、透明性、特別な光学特性などの中間層や最下部に使用できる他の機能的なアクリル材料を準備します。
表面処理:積層の前に、表面の接着を改善するためにアクリルシートの表面を処理する必要があります。一般的な処理方法には、化学処理、物理的粉砕などが含まれます。化学処理は、特定の洗剤または界面活性剤を使用して、シートの表面上の油、ほこりなどの不純物を除去することができ、表面をアクティブにします。物理的な研削とは、シートの表面を機械的に粗くし、表面積を増加させ、それにより接着剤とシートの間の接触領域を増加させ、結合力を強化することです。たとえば、サンドペーパーまたはグラインダーを使用してアクリルシートの表面を軽く磨くことができますが、不均一な表面やシートの損傷を引き起こす過度の研磨を避けるように注意してください。
複合プロセス
接着剤の選択:右の接着剤を選択することは、多層アクリルシートのしっかりした結合を保証するための鍵です。一般的に言えば、アクリルシートの接着に一般的に使用される接着剤には、アクリルの接着剤、シリコン接着剤、エポキシ樹脂の接着剤が含まれます。アクリルの接着剤は、速度硬化速度、高い結合強度、良好な透明性の利点があります。彼らは、比較的短時間でアクリルシートの最初の固定と迅速な位置を達成することができ、多層構造の迅速なプロトタイピングを必要とする部品に適しています。シリコンの接着剤は、柔軟性と気象抵抗が良好で、さまざまな環境条件下でのアクリルシートの熱膨張と収縮に適応し、温度変化によって引き起こされる層間亀裂を減らすことができます。これらは、屋外アプリケーションや高気候抵抗または長期使用を必要とする製品でよく使用されます。エポキシ樹脂接着剤は、非常に高い結合強度、さまざまな材料の良好な結合性能、良好な化学腐食抵抗と断熱性能を持っています。構造強度と安定性のために高い要件を持つ多層アクリルシート複合材料に適しています。生産プロセス中、Hangzhou Oleg International Trade Co.、Ltdは、適切な接着剤または接着剤の組み合わせを選択して、製品の特定のアプリケーションシナリオとパフォーマンス要件に従って層間の確固たる結合を確保します。たとえば、装飾的な標識やイベントの装飾に使用される多層パターンのフラッシュカラーアクリルシートの場合、アクリル酸接着剤が迅速な生産と良好な視覚効果の要件を満たすために好まれる場合があります。一方、屋外照明器具とLEDパネルのアクリルシート複合材料の場合、長期的な安定性と信頼性を確保するために、シリコン接着剤またはエポキシ樹脂接着剤が考慮される場合があります。
接着方法:接着剤を決定した後、適切な接着剤コーティング方法を使用して、アクリルシートの表面に接着剤を均等に適用する必要があります。一般的な接着剤コーティング方法には、ブラッシング、スプレー、スクレイピング、ローリングが含まれます。ブラッシングはシンプルで簡単な方法で、小さな領域や不規則な形状のボードを接着するのに適していますが、接着剤が不均一な接着剤を引き起こし、結合効果に影響を与える可能性があります。スプレーは、より均一な接着剤の分布を実現できます。これは、ボードの広い領域を接着するのに適していますが、専門的なスプレー装置と操作スキルが必要です。散布の圧力、流量、距離の制御に注意を払う必要があります。スクレイピングとローリングは、いくつかの自動化された生産ラインで一般的に接着方法を使用します。スクレーパーまたはローラーを使用してボードの表面に接着剤を均等に適用することにより、接着剤の量と厚さを正確に制御して、生産効率と結合品質を向上させることができます。多層構造化されたパターンフラッシュカラーアクリルボードの複合では、通常、ボードのサイズ、形状、生産スケールに従って適切な接着方法が選択されます。たとえば、1250 x 2450 mmの標準サイズのアクリルボードの場合、接着剤の均一性と一貫性を確保するために、大規模な生産に接着するために自動スクレイピングまたはローリング装置を使用できます。一部の小型のカスタマイズされた製品またはサンプルの生産の場合、柔軟な操作にはスプレーまたはブラッシングが使用される場合があります。
調合操作:接着剤が適用された後、アクリルシートの調製された層は、設計要件に従って正確に整列し、調合されます。パターン化されたフラッシュカラーレイヤーを備えたアクリルシートの場合、色キラキラが均等に分布し、パターンが設計要件を満たしていることを確認する必要があります。複合プロセス中に、接着剤が層の間のギャップを完全に満たし、電気気泡を除外して結合の締め付けを確保できるように、一定量の圧力を適用する必要があります。圧力は、機械的圧力、真空圧、またはホットプレスによって適用できます。機械的圧力とは、プレスまたはクランプを使用してレイヤーをしっかりとフィットさせることにより、複合シートに均一な圧力をかけることです。真空圧力とは、大気圧を使用して、真空環境の下でシートを一緒に押すことです。この方法は、層間の空気を効果的に除外し、結合品質を向上させることができます。ホットプレスは、接着剤の硬化プロセスを加速し、結合強度を改善するために圧力をかけながらシートを加熱することです。ただし、ホットプレスには、アクリルシートの変形や、過度の温度による接着剤の老化を避けるために、温度と圧力パラメーターの制御が必要です。実際の生産では、Hangzhou Oleg International Trade Co.、Ltdは、接着剤の特性、アクリルシートの材料と厚さ、および製品の品質要件に応じた適切な積層圧力と方法を選択します。たとえば、薄いアクリルシート(厚さ2.7 mmから5 mmの範囲など)の場合、真空圧または低圧の機械的圧力を使用して、シートの変形を防ぐことができます。迅速な硬化と高強度の結合を必要とする一部の製品の場合、正確な温度と圧力制御と組み合わせて、優れた積層効果を達成するために、ホットプレスを使用することができます。
治療と後処理
硬化プロセス:ラミネーションが完了した後、最終的な結合強度を達成するために接着剤を硬化させる必要があります。さまざまな種類の接着剤には、異なる硬化方法と時間があります。アクリル接着剤は通常、室温で迅速に治癒し、通常は数分から数時間以内に高い結合強度に達しますが、接着剤が完全に硬化するようにするためには、一定期間(約24時間など)残される必要があります。シリコン接着剤とエポキシ樹脂接着剤の硬化時間は比較的長いため、50〜80のオーブンで数時間以上長く焼くなど、特定の温度や湿度の状態で治療する必要があるかもしれません。特定の硬化条件は、接着剤の式と製品要件に従って決定する必要があります。硬化プロセス中に、ほこり、振動、および結合効果に影響を与えるその他の要因を避けるために、環境を清潔で安定させておく必要があります。
後処理:硬化が完了した後、製品の品質と性能を向上させるために、複合マルチレイヤーパターンのキラキラカラフルなアクリルシートを後処理する必要があります。後処理プロセスには、エッジトリミング、表面研磨、品質検査、その他のリンクが含まれます。エッジトリミングとは、切断または研削によって複合シートのエッジを平らにし、過剰な接着剤とバリを取り除き、製品の寸法精度と外観の品質を要件を満たすことです。表面研磨とは、特に光沢のある表面処理を備えたアクリルシートの明るさと滑らかさを回復するために、シートの表面を細かく粉砕および磨き、表面に傷、泡、その他の欠陥がないことを確認して、良好な視覚効果を達成します。品質検査は、後処理プロセスの重要な部分です。目視検査、光学検査、機械的特性テスト、およびその他の方法、外観、結合強度、透明性、色の均一性、および複合ボードのその他の指標をテストして、製品が関連する標準と顧客の要件を確実に満たしていることを確認します。検出されていない資格のない製品の場合、その後の生産における同様の問題を回避するために、理由を見つけ、対応する改善措置を講じるためにタイムリーな分析と処理を実施する必要があります。